







Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.



Popular Categories

Boiler Air Nozzle

Boiler Water Wall
Boiler Economizer

Learn More About Us
About Us
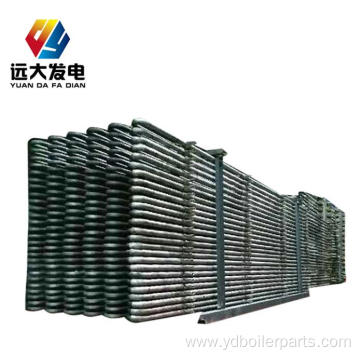
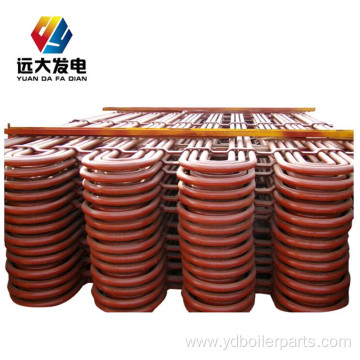
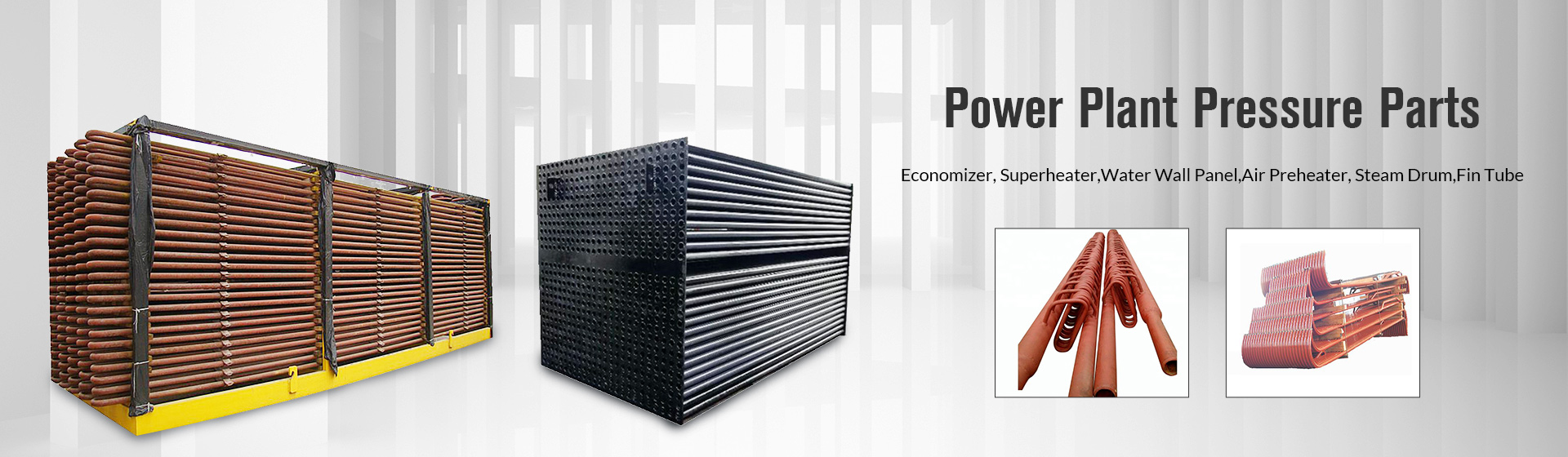
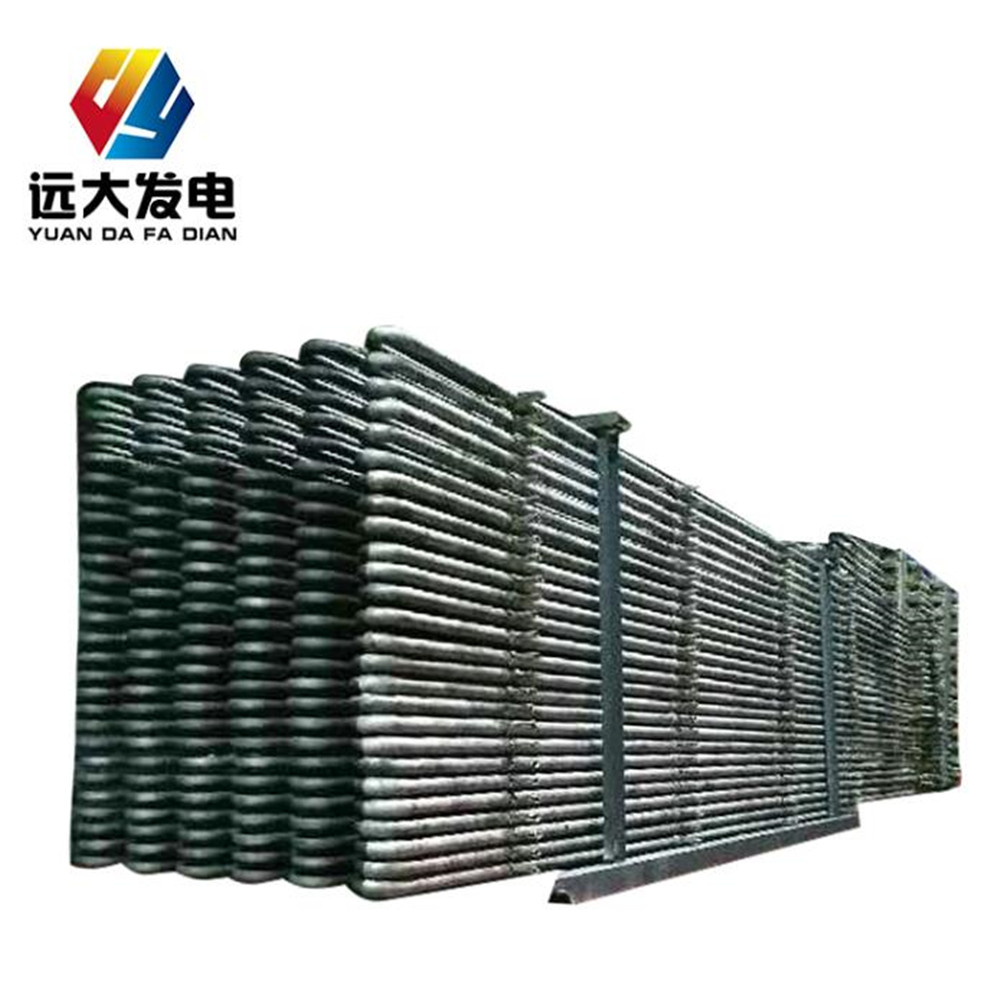
Jinan Yuanda Power Equipment Co.,LTD is a modern enterprise which produces and sells complete sets of power equipment and accessories ,1T/h-660T/h boiler parts and accessories.With the advantages of scientific research,mass production,professional technical consultation,timely delivery and installation maintenance,our products are sold all over the world. We have provided quality and affordable products for thousands of power plants,thermal power stations and heating companies, such as Chemical plant,Textile plant,Food & Beverage,Garment manufacturing,Paper Plant,Printing and dyeing mill,Cement Plant,Fertilizer plant,Feed mills,Rubber factory.Schools,Hotel,Bath Center,Swimming Pool,Hospital,Hotel,etc. In China,we enjoy a high reputation.We provide various kinds of boiler fittings,such as economizer,membrane water wall,super heater ,air pre-heater,Boiler Drum, Boiler Header,water cooled jacket,center cylinder,super-heater bracket,super-heater clamp,tube shield,boiler nozzle,expansion joint pipe,coal feeder,grate bar,tube bend etc.Meanwhile,boiler improvement technical consultation,OEM and ODM is also accepted.
News Center
Related Products List
Mobile Site

Copyright © 2024 Jinan Yuanda Power Equipment Co.,Ltd. All rights reserved.Privacy Policy Powered by
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.